Mesin pembuat paku keling dirancang khusus untuk menghasilkan berbagai jenis paku keling. Pertama, kawat logam dimasukkan ke dalam mesin, yang kemudian dipotong menjadi bagian kecil dengan panjang tetap. Selanjutnya, itu ditekan melalui cetakan untuk membentuk satu atau kedua ujung kawat ke dalam bentuk kepala paku keling.
Mesin pembuat paku keling dirancang khusus untuk menghasilkan berbagai jenis paku keling. Pertama, kawat logam dimasukkan ke dalam mesin, yang kemudian dipotong menjadi bagian kecil dengan panjang tetap. Selanjutnya, itu ditekan melalui cetakan untuk membentuk satu atau kedua ujung kawat ke dalam bentuk kepala paku keling.
Parameter Produk (Spesifikasi)
| Model |
Satuan |
WH-NF 11B-6S |
WH-NF 14B-6S |
WH-NF 19B-6S |
WH-NF 24B-6S |
WH-NF 33B-6S |
WH-NF 41B-6S |
| Stasiun penempaan |
TIDAK. |
6 | 6 | 6 | 6 | 6 | 6 |
| Melintasi flat kacang |
mm |
5.5-12.7 |
10-17 |
14-22 |
17-26 |
24-33 | 30-41 |
| Kacang hex yang cocok |
DARI |
M3-M6 |
M6-M10 |
M8-M14 |
M10-M18 |
M16-M22 |
M20-M27 |
| Dia cut-off |
mm |
11 | 16 | 19 | 24 | 31 | 40 |
| Dies pitch |
mm |
50 | 60 | 80 | 100 | 140 | 165 |
| Daya penempaan |
Ton |
60 | 90 | 135 | 230 | 360 | 450 |
| Motor utama |
Hp |
15 | 20 | 50 | 75 | 150 | 200 |
| Motor pelumas |
Hp |
1.5 | 1.5 | 1.5 3 | 1.5 3 | 3 | 3 |
| Kuantitas terpasang |
MENGATUR |
(1) |
(2) |
(1) (1) |
(1) (1) |
(2) |
(2) |
| Pelumas |
L | 700 | 1000 | 1200 | 1700 | 1900 | 2200 |
| Berat kira -kira |
Ton |
4.5 | 8 | 14 | 25 | 45 | 72 |
Fitur mesin pembuat paku keling cukup jelas. Penggantian cetakan sangat nyaman. Untuk membuat bentuk paku keling yang berbeda, ubah saja set cetakan. Misalnya, dari kepala bundar ke kepala datar. Kekuatan dampak mesin ini cukup. Apakah itu bahan aluminium, tembaga atau besi, ia dapat menekan kepala biasa tanpa retak atau deformasi.

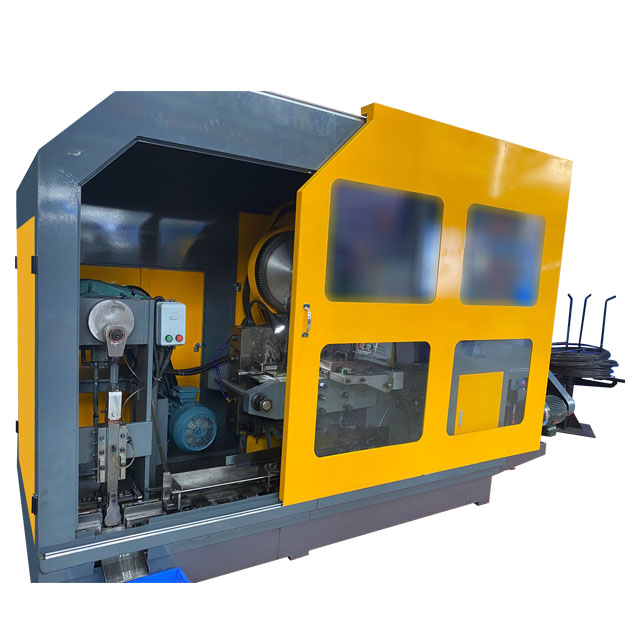
Detail Produk
Mesin pembuat paku keling terutama menggunakan proses heading dingin untuk mengubah kawat menjadi paku keling padat. Proses ini melibatkan memberi makan kawat, meluruskannya, memotongnya menjadi kosong yang tepat, dan kemudian membentuk kepala paku keling. Mesin menggunakan tekanan tinggi, menggunakan pukulan untuk mengekstrusi dan memotong salah satu ujung kosong di rongga cetakan. Proses heading dingin menyebabkan logam bergeser, sehingga membentuk bentuk khas kepala paku keling tanpa perlu memanaskan bahan.
Mesin pertama -tama memberi makan batang kawat (biasanya terbuat dari baja, aluminium, atau paduan tembaga) ke dalam mekanisme penetapan untuk menghilangkan tikungan. Kemudian, mesin pencukur presisi memotong kawat yang diluruskan menjadi billet dengan panjang tertentu. Billet berukuran seragam ini adalah bahan baku sebelum memasuki bagian heading dingin (untuk membentuk kepala paku keling), dan mereka sangat penting.
Banyak mesin pembuatan paku keling dilengkapi dengan stasiun pemangkasan segera setelah proses menjengkelkan. Langkah ini dapat menghilangkan gerinda kecil atau tepi tajam yang terbentuk di tepi kepala paku keling baru (kelebihan logam yang diperas di antara pukulan dan mati). Pemangkasan memastikan bahwa kepala paku keling memiliki garis yang jelas dan diameter yang konsisten, yang sangat penting untuk pemasangan dan penampilan yang tepat.